|
|
|
CONTENTS |
|
Medical images are recorded either in digital format on some form of
digital media or on photographic film. Here we consider the process of
recording on film. The active component of film is an emulsion of radiation-sensitive crystals coated onto a transparent base material. The production of an image requires two steps, as illustrated
below. First, the film is exposed to radiation, typically light, which activates the emulsion material but produces no visible change. The exposure creates a so-called latent image. Second, the exposed film is processed in a series of chemical solutions that convert the invisible latent image into an image that is visible as different optical densities or shades of gray. The darkness or density of the film increases as the exposure is increased. This general relationship is shown in
the second following figure.
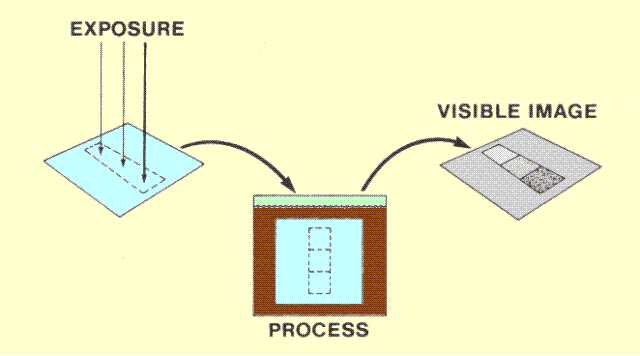
The Two Steps in the Formation of a Film Image
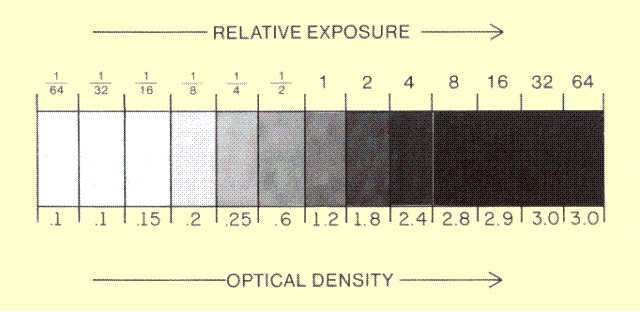
The General Relationship between Film Density (Shades of Gray)
and Exposure
The specific relationship between the shades of gray or density and exposure depends on the characteristics of the film emulsion and the processing conditions. The basic principles of the photographic process and the factors that affect the sensitivity of film are covered in this chapter.
|
|
|
|
CONTENTS |
|
Film performs several functions in the medical imaging process. A
knowledge of these functions and how they are affected by the
characteristics of different types of film aids in selecting film for a
specific clinical procedure and in optimizing radiographic techniques.
|
|
|
|
CONTENTS |
|
In principle, film is an image converter. It converts radiation, typically light, into various shades of gray
or optical density values. An important characteristic of film is that it records, or retains, an image. An exposure of a fraction of a second can create a permanent image. The amount of exposure required to produce an image depends on the sensitivity, or speed, of the film being used. Some films are more sensitive than others because of their design or the way they are processed. The sensitivity of radiographic film is generally selected to provide a compromise between two very important factors: patient exposure and image quality,
specifically image noise. A highly sensitive film reduces patient exposure
but decreases image quality because of the increased quantum noise.
|
|
|
|
CONTENTS |
|
Most filmed medical images are recorded as transparencies. In this form they can be easily viewed by trans-illumination
on a viewbox. The overall appearance and quality of a radiographic image depends on a combination of factors, including the characteristics of the particular film used, the way in which it was exposed, and the processing conditions. When a radiograph emerges from the film processor, the image is permanent and cannot be changed. It is, therefore, important that all factors associated with the production of the image are adjusted to produce optimum image quality.
|
|
|
|
CONTENTS |
|
Film has been the traditional medium for medical image storage
and archiving. If a film is properly processed it will have a lifetime of many years and will, in most cases, outlast its clinical usefulness. The major disadvantages of storing images on film are bulk and inaccessibility. Most clinical facilities must devote considerable space to film storage. Retrieving films from storage generally requires manual search and transportation of the films to a viewing area.
Because film performs so many of the functions that make up the
radiographic examination, it will continue to be an important element in
the medical imaging process. Because of its limitations, however, it will be replaced by digital imaging media in many clinical applications.
|
|
|
|
CONTENTS |
|
Optical density is the darkness, or opaqueness, of a transparency film and is produced by film exposure and chemical processing. An image contains areas with different densities that are viewed as various shades of gray.
|
|
|
|
CONTENTS |
|
The optical density of film is assigned numerical values related to the amount of light that penetrates the film. Increasing film density decreases light penetration. The relationship between density values and light penetration is exponential, as
shown below.
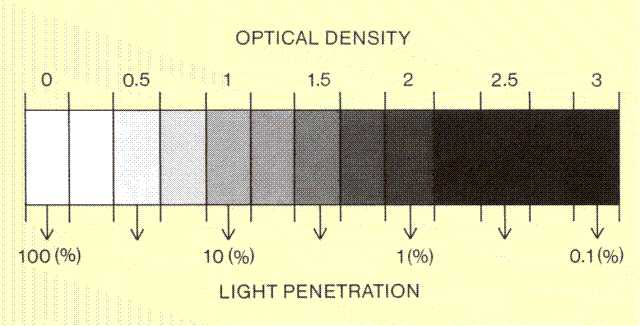
Relationship between Light Penetration and Film Density
A clear piece of film that allows 100% of the light to penetrate has a density value of 0. Radiographic film is never completely clear. The minimum film density is usually in the range of 0.1 to 0.2 density units. This is designated the base plus fog density and is the density of the film base and any inherent fog not associated with exposure.
Each unit of density decreases light penetration by a factor of 10. A film area with a density value of 1 allows 10% of the light to penetrate and generally appears as a medium gray when placed on a conventional viewbox. A film area with a density value of 2 allows 10% of 10% (1.0%) light penetration and appears as a relatively dark area when viewed in the usual manner. With normal viewbox illumination, it is possible to see through areas of film with density values of up to approximately 2 units.
A density value of 3 corresponds to a light penetration of 0.1% (10% of 10% of 10%). A film with a density value of 3 appears essentially opaque when trans-illuminated with a conventional viewbox. It is possible, however, to see through such a film using a bright "hot" light. Radiographic film generally has a maximum density value of approximately 3 density units. This is designated the
Dmax of the film. The maximum density that can be produced within a specific film depends on the characteristics of the film and processing conditions.
|
|
|
|
CONTENTS |
|
The density of film is measured with a densitometer. A light source passes a small beam of light through the film area to be measured. On the other side of the film, a light sensor (photocell) converts the penetrated light into an electrical signal. A special circuit performs a logarithmic conversion on the signal and displays the results in density units.
The primary use of densitometers in a clinical facility is to monitor the performance of film processors.
|
|
|
|
CONTENTS |
|
Conventional film is layered, as illustrated in the following figure. The active component is an emulsion layer coated onto a base material. Most film used in radiography has an emulsion layer on each side of the base so that it can be used with two intensifying screens simultaneously. Films used in cameras and in selected radiographic procedures, such as mammography, have one emulsion layer and are called single-emulsion films.
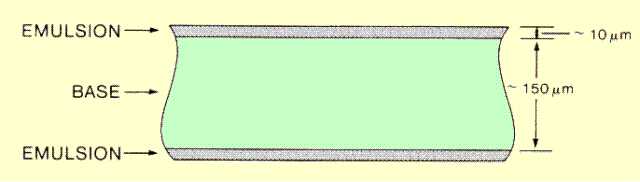
Cross-Section of Typical Radiographic Film
|
|
|
|
CONTENTS |
|
The base of a typical radiographic film is made of a clear polyester material about 150 µm thick. It provides the physical support for the other film components and does not participate in the image-forming process. In some films, the base contains a light blue dye to give the image a more pleasing appearance when illuminated on a viewbox.
|
|
|
|
CONTENTS |
|
The emulsion is the active component in which the image is formed and consists of many small silver halide crystals suspended in gelatin. The gelatin supports, separates, and protects the crystals. The typical emulsion is approximately 10 µm thick.
Several different silver halides have photographic properties, but the one typically used in medical imaging films is silver bromide. The silver bromide is in the form of crystals, or grains, each containing on the order of 109 atoms.
Silver halide grains are irregularly shaped like pebbles, or grains of sand. Two grain shapes are
generally used in film emulsions. One form approximates a cubic configuration with its three dimensions being approximately equal.
Another form is tabular-shaped grains. The tabular grain is relatively thin in one direction, and its length and width are much larger than its thickness, giving it a relatively large surface area. The primary advantage of tabular grain film in comparison to cubic grain film is that sensitizing dyes can be used more effectively to increase sensitivity and reduce crossover exposure.
|
|
|
|
CONTENTS |
|
The production of film density and the formation of a visible image is a two step process. The first step in this photographic process is the exposure of the film to light, which forms an invisible latent image. The second step is the chemical process that converts the latent image into a visible image with a range of densities, or shades of gray.
Film density is produced by converting silver ions into metallic silver, which causes each processed grain to become black. The process is rather complicated and is illustrated by the sequence of events shown
below.
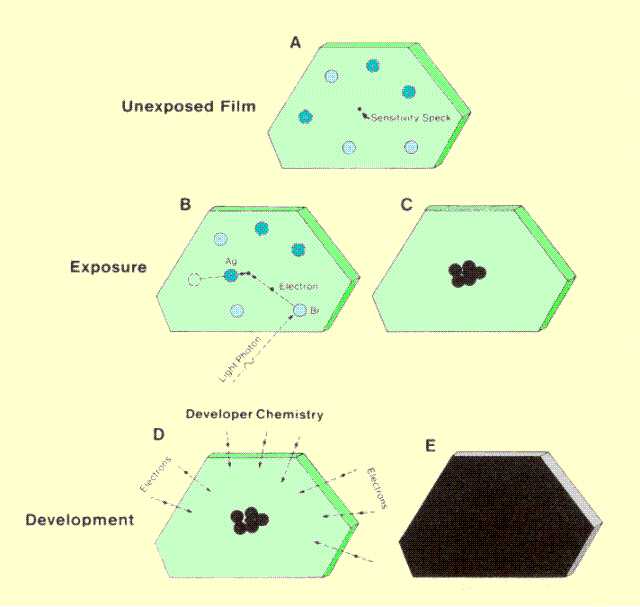
Sequence of Events That Convert a Transparent Film Grain into Black Metallic Silver
Each film grain contains a large number of both silver and bromide ions. The silver ions have a one-electron deficit, which gives them a positive charge. On the other hand, the bromide ions have a negative charge because they contain an extra
electron. Each grain has a structural "defect" known as a sensitive speck. A film grain in this condition is relatively transparent.
|
|
|
|
CONTENTS |
|
The invisible latent image is converted into a visible image by the chemical process of development. The developer solution supplies electrons that migrate into the sensitized grains and convert the other silver ions into black metallic silver. This causes the grains to become visible black specks in the emulsion.
Radiographic film is generally developed in an automatic processor. A schematic of a typical processor is shown
below. The four components correspond to the four steps in film processing. In a conventional processor, the film is in the developer for 20 to 25 seconds. All four steps require a total of 90 seconds.
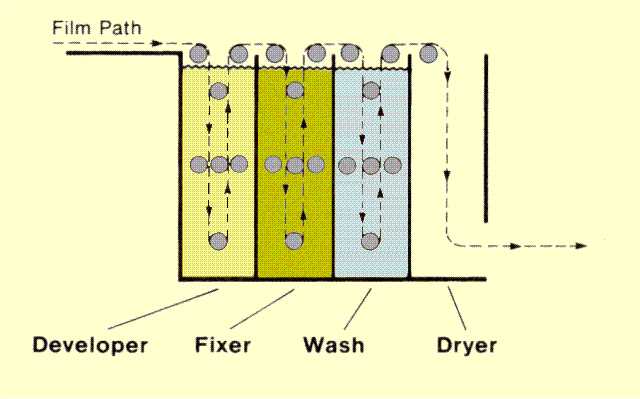
A Film Processor
When a film is inserted into a processor, it is transported by means of a roller system through the chemical developer. Although there are some differences in the chemistry of developer solutions supplied by various manufacturers, most contain the same basic chemicals. Each chemical has a specific function in the development process.
Reducer
Chemical reduction of the exposed silver bromide grains is the process that converts them into visible metallic silver. This action is typically provided by two chemicals in the solution: phenidone and hydroquinone. Phenidone is the more active and primarily produces the mid to lower portion of the gray scale. Hydroquinone produces the very dense, or dark, areas in an image.
Activator
The primary function of the activator, typically sodium carbonate, is to soften and swell the emulsion so that the reducers can reach the exposed grains.
Restrainer
Potassium bromide is generally used as a restrainer. Its function is to moderate the rate of development.
Preservative
Sodium sulfite, a typical preservative, helps protect the reducing agents from oxidation because of their contact with air. It also reacts with oxidation products to reduce their activity.
Hardener
Glutaraldehyde is used as a hardener to retard the swelling of the emulsion. This is necessary in automatic processors in which the film is transported by a system of rollers.
|
|
|
|
CONTENTS |
|
After leaving the developer the film is transported into a second tank, which contains the fixer solution. The fixer is a mixture of several chemicals that perform the following functions.
Neutralizer
When a film is removed from the developer solution, the development continues because of the solution soaked up by the emulsion. It is necessary to stop this action to prevent overdevelopment and fogging of the film. Acetic acid is in the fixer solution for this purpose.
Clearing
The fixer solution also clears the undeveloped silver halide grains from the film. Ammonium or sodium thiosulfate is used for this purpose. The unexposed grains leave the film and dissolve in the fixer solution. The silver that accumulates in the fixer during the clearing activity can be recovered; the usual method is to electroplate it onto a metallic surface within the silver recovery unit.
Preservative
Sodium sulfite is used in the fixer as a preservative.
Hardener
Aluminum chloride is typically used as a hardener. Its primary function is to shrink and harden the emulsion.
|
|
|
|
CONTENTS |
|
Film is next passed through a water bath to wash the fixer solution out of the emulsion. It is especially important to remove the thiosulfate. If thiosulfate (hypo) is retained in the emulsion, it will eventually react with the silver nitrate and air to form silver sulfate, a yellowish brown stain. The amount of thiosulfate retained in the emulsion determines the useful lifetime of a processed film. The American National Standard Institute recommends a maximum retention of 30 µg/in2.
|
|
|
|
CONTENTS |
|
The final step in processing is to dry the film by passing it through a chamber in which hot air is circulating.
|
|
|
|
CONTENTS |
|
One of the most important characteristics of film is its sensitivity, often referred to as film speed. The sensitivity of a particular film determines the amount of exposure required to produce an image. A film with a high sensitivity (speed) requires less exposure than a film with a lower sensitivity (speed).
The sensitivities of films are generally compared by the amount of exposure required to produce an optical density of 1 unit above the base plus fog density. The sensitivity of radiographic film is generally not described with numerical values but rather with a variety of generic terms such as "half speed," "medium speed," and "high speed." Radiographic films are usually considered in terms of their relative sensitivities rather than their absolute sensitivity values. Although it is possible to choose films with different sensitivities, the choice is limited to a range of not more than four to one by most manufacturers.
The following figure compares two films with different sensitivities. Notice that a specific exposure,
indicated by the relative exposure step values, produces a higher density in the high sensitivity film; therefore, the production of a specific density value (i.e., 1 density unit) requires less exposure.
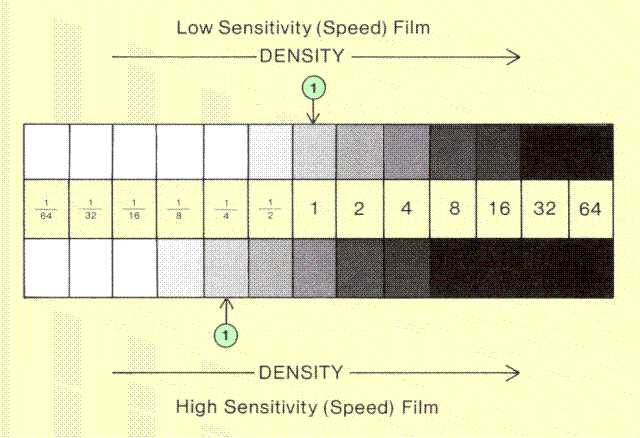
Comparison of Two Films with Different Sensitivities
High sensitivity (speed) films are chosen when the reduction of patient exposure and heat loading of the x-ray equipment are important considerations.
Low sensitivity (speed) films are used to reduce image noise. The relationship of film sensitivity to image noise is considered in
the section titled, "Image Noise."
The sensitivity of film is determined by a number of factors, as shown in
the following figure, which include its design, the exposure conditions, and how it is processed.
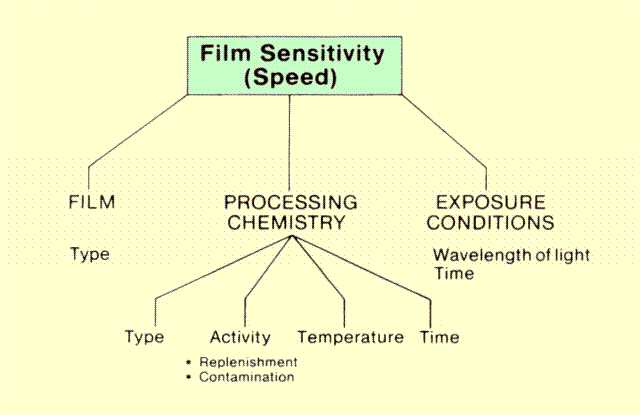
Factors That Affect Film Sensitivity
|
|
|
|
CONTENTS |
|
The basic sensitivity characteristic of a film is determined by the composition of the emulsion. The size and shape of the silver halide grains have some effect on film sensitivity. Increasing grain size generally increases sensitivity. Tabular-shaped grains generally produce a higher sensitivity than conventional grains. Although grain size may vary among the various types of radiographic film, most of the difference in sensitivity is produced by adding chemical sensitizers to the emulsion.
|
|
|
|
CONTENTS |
|
The effective sensitivity of film depends on several factors associated with the development:
• the type of developer
• developer concentration
• developer replenishment rates
• developer contamination
• development time
• development temperature.
In most medical imaging applications, the objective is not to use these
factors to chance or vary film sensitivity, but rather to control them to maintain a constant and predictable film sensitivity.
|
|
|
|
CONTENTS |
|
The processing chemistry supplied by different manufacturers is not the same. It is usually possible to process a film in a variety of developer solutions, but they will not all produce the same film sensitivity. The variation in sensitivity is usually relatively small, but must be considered when changing from one brand of developer to another.
|
|
|
|
CONTENTS |
|
Developer chemistry is usually supplied to a clinical facility in the form of a concentrate that must be diluted with water before it is pumped into the processor. Mixing errors that result in an incorrect concentration can produce undesirable changes in film sensitivity.
|
|
|
|
CONTENTS |
|
The film development process consumes some of the developer solution and causes the solution to become less active. Unless the solution is replaced, film sensitivity will gradually decrease.
In radiographic film processors, the replenishment of the developer solution is automatic. When a sheet of film enters the processor, it activates a switch that causes fresh solution to be pumped into the development tank. The replenishment rate can be monitored by means of flow meters mounted in the processor. The appropriate replenishment rate depends on the size of the films being processed. A processor used only for chest films generally requires a higher replenishment rate than one used for smaller films.
|
|
|
|
CONTENTS |
|
If the developer solution becomes contaminated with another chemical, such as the fixer solution, abrupt changes in film sensitivity can occur in the form of either an increase or decrease in sensitivity, depending on the type and amount of contamination. Developer contamination is most likely to occur when the film transport rollers are removed or replaced.
|
|
|
|
CONTENTS |
|
When an exposed film enters the developer solution, development is not instantaneous. It is a gradual process during which more and more film grains are developed, resulting in increased film density. The development process is terminated by removing the film from the developer and placing it in the fixer. To some extent, increasing development time increases film sensitivity, since less exposure is required to produce a specific film density. In most radiographic film processors, the development time is usually fixed and is approximately 20-25 seconds. However, there are two exceptions. So-called rapid access film is designed to be processed faster in special processors. Some (but not all) mammographic films will produce a higher contrast when developed for a longer time in an extended cycle processor.
|
|
|
|
CONTENTS |
|
The activity of the developer changes with temperature. An increase in temperature speeds up the development process and increases film sensitivity because less exposure is required to produce a specific film density.
The temperature of the developer is thermostatically controlled in an automatic processor. It is usually set within the range of 90-95°F. Specific processing temperatures are usually specified by the film manufacturers.
|
|
|
|
CONTENTS |
|
Film is not equally sensitive to all wavelengths (colors) of light. The spectral sensitivity is a characteristic of film that must be taken into account in selecting film for use with specific intensifying screens and cameras. In general, the film should be most sensitive to the color of the light that is emitted by the intensifying screens, intensifier tubes, cathode ray tubes (CRTs), or lasers.
Blue Sensitivity
A basic silver bromide emulsion has its maximum sensitivity in the ultraviolet and blue regions of the light spectrum. For many years most intensifying screens contained calcium tungstate, which emits a blue light and is a good match for blue sensitive film. Although calcium tungstate is no longer widely used as a screen material, several contemporary screen materials emit blue light.
Green Sensitivity
Several image light sources, including image intensifier tubes, CRTs, and some intensifying screens, emit most of their light in the green portion of the spectrum. Film used with these devices must, therefore, be sensitive to green light.
Silver bromide can be made sensitive to green light by adding sensitizing dyes to the emulsion. Users must be careful not to use the wrong type of film with intensifying screens. If a blue-sensitive film is used with a green-emitting intensifying screen, the combination will have a drastically reduced sensitivity.
Red Sensitivity
Many lasers produce red light. Devices that transfer images to film by means of a laser beam must, therefore, be supplied with a film that is sensitive to red light.
Safelighting
Darkrooms in which film is loaded into cassettes and transferred to processors are usually illuminated with a safelight. A safelight emits a color of light the eye can see but that will not expose film. Although film has a relatively low sensitivity to the light emitted by safelights, film fog can be produced with safelight illumination under certain conditions. The safelight should provide sufficient illumination for darkroom operations but not produce significant exposure to the film being handled. This can usually be accomplished if certain factors are controlled. These include safelight color, brightness, location, and duration of film exposure.
The color of the safelight is controlled by the filter. The filter must be selected in relationship to the spectral sensitivity of the film being used. An amber-brown safelight provides a relatively high level of working illumination and adequate protection for blue-sensitive film; type 6B filters are used for this application. However, this type of safelight produces some light that falls within the sensitive range of green-sensitive film.
A red safelight is required when working with green-sensitive films. Type GBX filters are used for this purpose.
Selecting the appropriate safelight filter does not absolutely protect film because film has some sensitivity to the light emitted by most safelights. Therefore, the brightness of the safelight (bulb size) and the distance between the light and film work surfaces must be selected so as to minimize film exposure.
Since exposure is an accumulative effect, handling the film as short a time as possible minimizes exposure. The potential for safelight exposure can be evaluated in a darkroom by placing a piece of film on the work surface, covering most of its area with an opaque object, and then moving the object in successive steps to expose more of the film surface. The time intervals should be selected to produce exposures ranging from a few seconds to several minutes. After the film is processed, the effect of the safelight exposure can be observed. Film is most sensitive to safelight fogging after the latent image is produced but before it is processed.
|
|
|
|
CONTENTS |
In radiography it is usually possible to deliver a given exposure to film by using many combinations of radiation intensity (exposure rate) and exposure time. Since radiation intensity is proportional to x-ray tube MA, this is equivalent to saying that a given exposure (in milliampere-seconds) can be produced with many combinations of MA and time. This is known as the law of reciprocity. In effect, it means that it is possible to swap radiation intensity (in milliamperes) for exposure time and produce the same film exposure. When a film is directly exposed to x-radiation, the reciprocity law holds true. That is, 100 mAs will produce the same film density whether it is exposed at 1,000 mA and 0.1 seconds or 10 mA and 10 seconds. However, when a film is exposed by light, such as from intensifying screens or image intensifiers, the reciprocity law does not hold. With light exposure, as opposed to direct x-ray interactions, a single silver halide grain must absorb more than one photon before it can be developed and can contribute to image density. This causes the sensitivity of the film to be somewhat dependent on the intensity of the exposing light. This loss of sensitivity varies to some extent from one type of x-ray film to another. The clinical significance is that MAS values that give the correct density with short exposure times might not do so with long exposure times.
|
|
|
|
CONTENTS |
|
There are many variables, such as temperature and chemical activity, that can affect the level of processing that a film receives. Each type of film is designed and manufactured to have specified sensitivity (speed) and contrast characteristics.
|
|
|
|
CONTENTS |
|
If a film is under processed its sensitivity and contrast will be reduced below the specified values. The loss of sensitivity can usually be compensated for by increasing exposure but the loss of contrast cannot be recovered.
|
|
|
|
CONTENTS |
|
Over processing can increase sensitivity. The contrast of some films might increase with
over processing, up to a point, and then decrease. A major problem with over processing is that it increases fog (base plus fog density) which contributes to a decrease in contrast.
|
|
|
|
CONTENTS |
|
The first step in processing quality control is to set up the correct processing conditions and then verify that the film is being correctly processed.
Processing Conditions
A specification of recommended processing conditions (temperature, time, type of chemistry, replenishment rates, etc.) should be obtained from the manufacturers of the film and chemistry.
Processing Verification
After the recommended processing conditions are established for each type of film, a test should be performed to verify that the film is producing the design sensitivity and contrast characteristics as specified by the manufacturer. These specifications are usually provided in the form of a film characteristic curve that can be compared to one produced by the processor being evaluated.
|
|
|
|
CONTENTS |
|
The second step in processing quality control is to reduce the variability over time in the level of processing.
Variations in processing conditions can produce significant differences in film sensitivity. One objective of a quality control program is to reduce exposure errors that cause either underexposed or overexposed film. Processors should be checked several times each week to detect changes in processing. This is done by exposing a test film to a fixed amount of light exposure in a sensitometer, running the film through the processor, and then measuring its density with a densitometer. It is not necessary to measure the density of all exposure steps. Only a few exposure steps are selected, as shown in
the figure below, to give the information required for processor quality control. The density values are recorded on a chart
(see the second figure below) so that fluctuations can be easily detected.
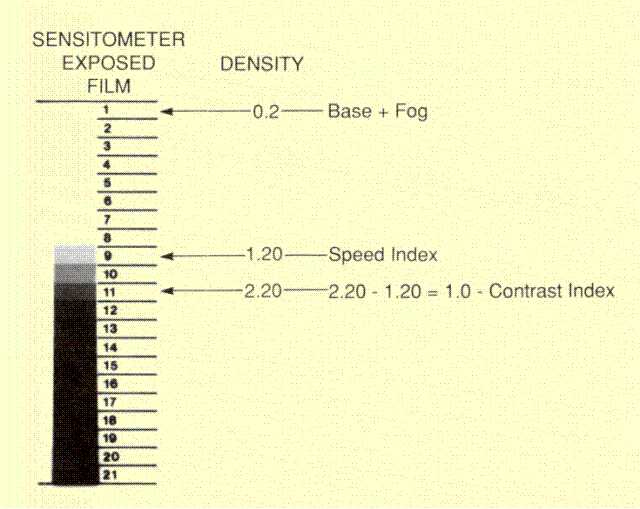
Density Values from a Sensitometer Exposed Film Strip Used for Processor Quality Control
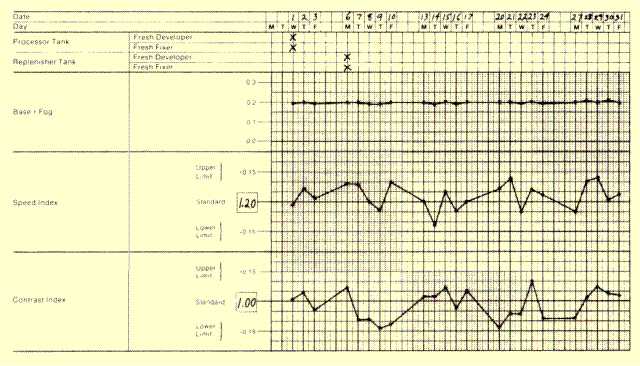
A Processor Quality Control Chart
|
|
|
|
CONTENTS |
|
One density measurement is made in an area that receives no exposure. This is a measure of the base plus fog density. A low density value is desirable. An increase in the base plus fog density can be caused by over processing a film.
|
|
|
|
CONTENTS |
|
A single exposure step that produces a film density of about 1 density unit (above the base plus fog value) is selected and designated the "speed step." The density of this same step is measured each day and recorded on the chart. The density of this step is a general indication of film sensitivity or speed. Abnormal variations can be caused by any of the factors affecting the amount of development.
|
|
|
|
CONTENTS |
|
Two other steps are selected, and the difference between them is used as a measure of film contrast. This is the contrast index. If the two sensitometer steps that are selected represent a two-to-one exposure ratio (50% exposure contrast), the contrast index is the same as the contrast factor discussed earlier. This value is recorded on the chart to detect abnormal changes in film contrast produced by processing conditions.
If abnormal variations in film density are observed, all possible causes, such as developer temperature, solution replenishment rates, and contamination, should be evaluated.
If more than one processor is used for films from the same imaging device, the level of development by the different processes should be matched.
|
|
|
|
CONTENTS |
|
A variety of artifacts can be produced during the storage, handling, and processing of film.
Bending unprocessed film can produce artifacts or "kink marks," which can appear as either dark or light areas in the processed image. Handling film, especially in a dry environment, can produce a build-up of static electricity; the discharge produces dark spots and streaks.
Artifacts can be produced during processing by factors such as uneven roller pressure or the accumulation of a substance on the rollers. This type of artifact is often repeated at intervals corresponding to the circumference of the roller.
|
|

